| home |
© / contact, lid NVJ |
|
|
|
|
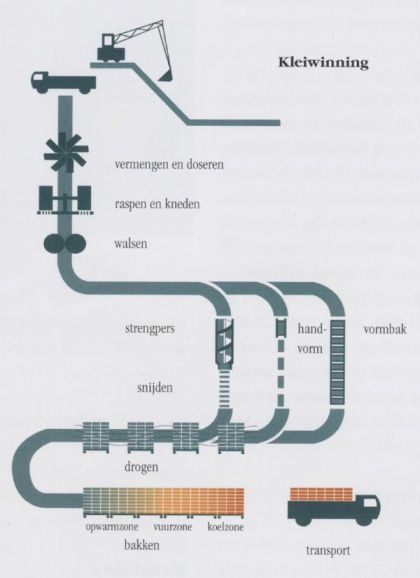
De baksteenfabricage is in vijf stappen in te delen, van kleiwinning tot het bakken van de steen; aangevuld met een paar andere onderwerpen:
1. Algemeen: het productieproces en de stookcurve
3. De voorbereiding van de klei
5. Het drogen
6. Het bakken
8. Verschillende steenbakkerijen
9. Baksteen algemene gegevens (andere pagina)
10. Brochure Productieproces Baksteen (van Koninklijke Nederlandse Bouwkeramiek KNB)
1. Het productieproces
en de stookcurve
|
|
|
stookcurve met temperatuur (800-1150 graden C), opwarmperiode, sintertraject en koelperiode (in totaal veelal ca. 1 week); 1 = restvocht verdwijnt (capillaire vocht verdwijnt) 2 = humus verbrandt 3 = materiaal wordt plastisch en (na de onderbroken streep) komt in de vuurhaard 4 = begin sintering 5 = product rijpt 6 = snelle afkoeling, plasticiteit verdwijnt 7 = afnemende koelsnelheid 8 = koeling tot uitrij-temperatuur 
|
2.
De kleiwinning
De grondstof voor baksteen is klei. Klei in de ruime
zin des woords, want ook leem en verweerde leisteen (schiefer) zijn soms geschikt
voor het maken van baksteen. Deze grondstof vindt men zowat overal, ook al
verschillen de eigenschappen naar gelang de geologische herkomst.

|
In België wordt tamelijk vette klei ontgonnen
(Boom, Waas, Kempen, streek van Kortrijk) alsmede allerhande leemsoorten
(Polders, Limburg, verschillende plaatsen in Laag- en Midden-België) en
ook leisteen (in Hoog-België en sommige steenkoolgebieden). Nederland heeft veel rivierklei, vooral langs Maas,
Waal en Rijn.
De kleisoort bepaalt grotendeels de eigenschappen van het afgewerkte
product. Belangrijke factoren zijn: de mineralogische samenstelling,
ondermeer het gehalte aan onzuiverheden, en de korrelgrootte.
De korrelgrootte bepaalt hoofdzakelijk de mogelijkheid om de
stenen te vormen en te drogen alsmede de porositeit van de gebakken
steen. Zij wordt dan ook regelmatig gecontroleerd en, indien nodig, door
geschikte toevoeging van andere klei of zand gecorrigeerd.
"Elke baksteenfabrikant wil beschikken over een breed gamma aan
kleuren, texturen en formaten. Als antwoord op deze tendens worden
kleisoorten van verschillende herkomst gemengd met de lokale klei.
De impact op het landschap wordt door de winning van klei opgenomen in de
ontgrondingsvergunning. De baksteenfabrikanten zijn verplicht om te voorzien in een herinrichting van het gebied na het beëindigen van de winning. In de praktijk leidt dit ter plaatse tot veel nieuwe natuur."
**)
3.
De voorbereiding van de klei
Deze voorbereiding bestaat uit twee hoofdbewerkingen: het kneden en malen enerzijds, het mengen en doseren anderzijds.
In de praktijk betekent dit echter een groot aantal verrichtingen die thans machinaal gebeuren, maar vroeger uitputtend hand- en voetwerk betekenden.
Kneden
en malen
Kenden
en malen hebben tot doel de kleimassa homogeen te maken en haar de
plasticiteit te geven die voor het vormen van de stenen noodzakelijk is.
Tevens worden tijdens dit proces de vaste bestanddelen die in de klei
aanwezig zijn die de structuur van het gebakken product nadelig zouden
beïnvloeden, verbrijzeld en fijn verdeeld in de kleimassa (zoals
pyrietknollen en kalkluizen).
|
|

Mengen en doseren
Vroeger werd de baksteen vervaardigd uit de enige plaatselijk
voorhanden kleisoort. Tegenwoordig is dit niet meer het geval. Eén kleigroeve
levert niet altijd een grondstof die alle gewenste hoedanigheden heeft,
en anderzijds is de constante kwaliteit van het afgewerkte product een
hoofdvereiste geworden die alleen kan worden bereikt indien de gebezigde
grondstof steeds dezelfde eigenschappen bezit. Daarom is het onder
permanente controle vermengen van verschillende kleisoorten de regel
geworden.
Ook
door andere toevoegingen geeft men de kleimassa bepaalde gewenste
hoedanigheden: vette kleisoorten worden "vermagerd" door toevoeging van
zand of gemalen schiefer; zaagmeel of polystyreenkorrels (die uiteraard
bij het bakken vergassen) maken de scherf poreuzer; mangaanerts geeft de
baksteen een bepaalde kleur.
Een of meer
roerinrichtingen zorgen voor een innig en homogeen mengsel. Daardoor is het
mogelijk geworden dat de "knollenstructuur" van een baksteen definitief tot het
verleden behoort, en dat het anderzijds mogelijk is geworden om zeer dunwandige
producten te maken.
|
|

Optimale
vochtigheid
Tot slot behoort ook het constant houden van het optimale vochtgehalte van de kleimassa tot de voorbereidende werkzaamheden. Dit proces neemt in een moderne steenbakkerij het grootste deel van de gezamenlijke activiteit in beslag.
De doseermachines waarin dit alles plaatsvindt, bestaan uit een aantal kasten of
reservoirs waarin zich de grondstoffen bevinden die door een voedingsapparaat in
de juiste verhoudingen naar de mengmachine worden gebracht.

4. Het
vormen van baksteen
De oudste manier om een baksteen te vervaardigen is
het vormen met de hand. De vormer neemt een hoeveelheid klei, werpt deze in een
houten bakje dat vooraf met zand werd bestrooid (om aankleven op de wanden te
verhinderen), drukt haar aan, strijkt de overtollige klei af en keert het bakje
om zodat de "groene steen" (= ongebakken steen) uit de vorm glijdt. Op het
strand maken kinderen hun zandtaartjes niet anders.
Wanneer
we praten over een baksteen welke volledig door machines vervaardigd wordt,
spreken we van een "vormbaksteen" of "persstenen"
afhankelijk van het type proces.
Handvormsteen
Voor deze bewerking dient het
kleimengsel betrekkelijk goed kneedbaar (en dus vochtig) te zijn omdat
anders de vormer teveel kracht zou moeten zetten. De vormer is de
persoon die de klei in de vorm werpt en duwt. Dit heeft tot gevolg
dat een handvormsteen een onregelmatig oppervlak krijgt dat gekenmerkt
wordt door
een aantal plooien. Tegenwoordig wordt de (relatief duurdere) handvormsteen of
"handsteen" nog uitsluitend gebruikt voor de buitengevels omwille van zijn
"levendig" uiterlijk en zeer grote weerstand onder alle weersinvloeden.
Vormbaksteen
In de moderne, gemechaniseerde baksteenindustrie worden de
'handstenen' evenwel niet meer door mensenhanden vervaardigd. Alle
bewerkingen zijn identiek dezelfde gebleven maar worden overgenomen door
machines. Alleen voor speciale formaten die niet in de machine passen of
voor bijzondere kleimengsels kan het nog eens voorkomen dat de
vormelingen echt "met de hand" gemaakt worden.
|
|

Steenperssteen
Een bijzondere categorie is de
steen die in een "steenpers" wordt gevormd. In tegenstelling tot de
handvorm wordt de klei in dit geval in vrij droge toestand in de mal
gebracht en stevig nageperst om de massa enige cohesie te bezorgen. Deze
producten hebben een strakke vorm en ietwat korrelig oppervlak. In België
worden ze weinig gebruikt, maar in Engeland zijn ze zeer populair.
Strengperssteen
De "gewone" baksteen wordt in ons land bijna uitsluitend in de strengpers gevormd. Dit is een machine waarin de kleimassa in de vorm van
een doorlopende streng met zuiver rechthoekige sectie wordt vervaardigd, als een worst zou men kunnen zeggen.
Deze streng wordt op regelmatige afstanden doorgesneden en ieder stuk vormt een baksteen met vier betrekkelijk gladde zijden als gevolg van het glijden door het mondstuk, en twee snijvlakken die meestal wat ruwer zijn door afsnijding.
De strengpers laat een veel snellere productie toe dan welk ander procedé ook en bovendien is zij bijzonder geëigend om
geperforeerde stenen te vervaardigen. Ook gevelstenen worden op deze wijze geproduceerd, maar in dat geval wordt er over het algemeen meer zorg aan het oppervlak van de zijden besteed (meestal
worden één strek en twee koppen glad afgewerkt; één strek blijft
immers toch niet zichtbaar voor het oog).
Door het bestrooien van de baksteen met zand vóórdat de steen wordt gebakken, krijgt men de
bezande strengperssteen. Met behulp van stempelrollen kan tenslotte ook een tekening ingewalst worden die de steen een onregelmatig,
"geschorst" oppervlak geeft die hem enigszins op een handvormsteen doet lijken.
|
|

|

De strengperssteen wordt nog vaak "machinesteen" of "machinale
steen"
genoemd alhoewel deze, reeds vrij oude, benaming enigszins misleidend
is: op enkele zeldzame uitzonderingen na (de originele met de hand
gevormde handvormstenen) zijn immers alle
baksteensoorten "machinaal" gevormde stenen.
Voorbeelden van strengen steen uit de strengpers


Soorten vormmachines en
voorbeelden ervan; klik voor groter:

5. Het drogen (tot 800 graden C)
Droogstoken (smoken, smauchen; tot 100-120 graden C)
Voordat de vormelingen nu de oven ingaan om gebakken te worden, moeten ze
(althans voor de meeste kleisoorten) eerst een aanzienlijk deel van het
vrije water verliezen dat de klei nog steeds bevat. Het gevaar zou anders bestaan dat de stenen bij het bakken zouden gaan barsten of kapot
zouden springen door de uitzetting van de waterdamp binnenin de
kleimassa.
Anderzijds wordt ook de maatvastheid van de vormelingen pas bereikt wanneer de krimp als gevolg van het vochtverlies is beëindigd.
Deze noodzaak is de hoofdreden dat de baksteenindustrie eeuwenlang een seizoengebonden bedrijf is
geweest: 's winters is het drogen in open lucht inderdaad een langdurig en ook een riskant proces. Bij strenge vorst kunnen de
"groene stenen" kapotvriezen zodat een gehele productie verloren gaat, en een overdekte loods beschermt wel tegen regen maar niet tegen lage temperaturen. In de moderne steenbakkerijen worden de vormelingen kunstmatig gedroogd in
droogkamers of in droogtunnels, waar het proces regelmatig en snel verloopt (meestal in twee tot vier dagen).

|
Tweede opwarmfase (120 tot 300-400 graden C)
Tot 300 graden C wordt heel droog gestookt; er is nog geen sprake van gebakken
klei. Voortgaande verdamping van water. Het verbranden van klei-inhoud,
waaronder humus-resten, start hier. De klei droogt dus steeds verder.
Gelijkmatig en langzaam drogen is zeer belangrijk. Bij insluiten
van water blaast de steen zich later ij het bakproces op.
Verdwijnen plastische fase van de klei (400-800 graden C)
Organische stoffen verbranden en laten forse poriën ontstaan.
CO2-gas komt vrij. Ook deze fase moet langzaam gebeuren. Er vinden chemische
reacties plaats, er is oxydatie van kleimineralen, het chemisch gebonden
kristalwater verdwijnt. Er ontstaat watervrij aluminiumsilicaat uit
waterhoudende kiezelzure aluinaarde. De klei is veel minder plastisch geworden.
Rond 573 graden C is de kwartssprong: het herschikking van de
kwartskristallen. De klei zet hierbij ca. 1% uit, dus de kwartssprong moet zo
langzaam mogelijk worden uitgevoerd om scheuren en craquelé te
vermijden. Ook de afkoeling moet daarom zeer beheerst plaatsvinden.
Rond 600 graden C begint de klei hard te worden.
Tussen 700 en 800 graden C verbranden grafiet en andere koolstofvormen. Ook hier
langzaam stoken: te snelle opwarming geeft een gesinterde
scherf met opgesloten koolstof, zwartblakering en blazen.
6. Het bakken (van 800 tot 1125 graden C)
Deze laatste bewerking die de gevormde en
gedroogde klei moet ondergaan is tevens de belangrijkste want dan pas
verkrijgt men de eigenlijke "baksteen", d.w.z. een product dat zich van
alle andere bouwmaterialen onderscheidt. Het bakproces moet zich
geleidelijk ontwikkelen, met andere woorden: de temperatuur moet volgens een
welbepaald tijdschema worden opgevoerd tot de eigenlijke "baktemperatuur"
is bereikt en daarna weer regelmatig afnemen tot
volledige afkoeling.
De baktemperatuur ligt tussen de 850ºC tot 1200ºC, naar gelang van de
kleisoort.
Iedere kleisamenstelling heeft zodoende zijn eigen
zogenoemde "bakcurve".
Ook aan de atmosfeer binnen de oven kan de steenbakker enige variatie
aanbrengen:
- bij
oxiderend bakken (dit is stoken onder toevoer van zuurstof) die in de regel wordt toegepast, zorgen de metalen in de klei voor de
"gewone" kleur, die meestal rood is omdat de klei vaak ijzerhoudend is
(roestkleur; Fe2O3)
- bij een reducerende ovenatmosfeer (reducerend stoken;
dit is stoken zonder toevoer van zuurstof én stoffen toe te voegen die
zuurstof reduceren) krijgt men donkere
kleuren (blauwgrijs, donkerpaars, bijna zwart; Fe3O4)
- bij onvolledige reductie (verbranding) zullen het sterk geschakeerde tinten zijn.
Er zijn
veel soorten ovens in gebruik die echter duidelijk te onderscheiden zijn
in twee hoofdcategorieën, namelijk:
- ovens met onderbroken bedrijf (discontinu): een hoeveelheid
"groene steen" samengebracht en wordt het vuur ontstoken; wanneer
het bakproces is voltooid wordt de oven gedoofd en laat men het geheel
afkoelen
- ovens met ononderbroken bedrijf (continu): het vuur gaat
in dit type oven nooit uit en is het de lading die volgens een
ononderbroken cyclus regelmatig de oven in en uit gaat.
Voor meer informatie over deze oventypen: zie hier onder "discontinu-ovens"
en "continu-ovens".
Bij het bakken verdwijnt eerst het restvocht uit de groene
steen, en bij een temperatuur van 485 graden wijkt het kristalwater
(het water dat chemisch gebonden is aan de klei) en wordt de steen hard.
Bij temperaturen van 800 tot 900 graden ontstaat
een vrij zachte steen van de kwaliteit "rood" (ook welboord of welboren
genoemd). Deze vrij poreuze bakstenen worden bijvoorbeeld toegepast voor binnenmuren.
Tussen 850 en 900m graden wordt de maximale porositeit bereikt.
Temperatuurverhoging geeft vanaf hier een steviger, harder en
waterdichter steen.
Bij temperaturen tussen 900 en 1080 graden ontstaat een
grauwere steen, geschikt voor buitenmuren (boerengrauw en hardgrauw
genoemd).
Bij temperaturen tot 1125 graden smelten de poriën van de wat
gekrompen steen dicht en ontstaan klinkers
(gevelklinkers, trasraamklinkers, kelderklinkers, straatklinkers). Klinkers zijn wat donkerder
en minder poreus waardoor ze goed toegepast kunnen worden in een trasraam.
Bij een temperatuur hoger dan 1125 graden gaat de steen sinteren of
verglazen.
Sinteren is het begin van "smelten" van het vrije
silicium in de klei of aarde; dit plastische materiaal vult de porieën
in de steen en maakt de steen harder en daardoor nog minder gevoelig voor vocht, maar
sinteren kan
ook nadelig zijn voor de steen als er holten ontstaan. Zout in de gebruikte klei leidt
hierbij tevens tot een groenachtig zoutglazuur op de steen (dit is het
"verglazen"). Het verglazingsproces kan versterkt worden door de koppen te bestrijken met een kleipap gemaakt van zout en loodoxide
("glazuren" hoewel eigenlijk sprake is van engoberen). Doorzichtig loodglazuur brengt men
wel eens aan op de bovenzijde van dakpannen, uit decoratieve motieven en
om de dakpan minder gevoelig te maken voor vuil en algen (de dakpan
neemt op de geglazuurde delen nauwelijks water op). ***)
Bij temperaturen onder 1125 graden zal de baksteen zijn porositeit
("poreusheid") behouden. Porositeit is de verhouding tussen
kleine holten en het vaste volume. De porositeit van deze baksteen
is ca. 5 tot 20%, afhankelijk van temperatuur en kleisoort
(korrelgrootte). Hoe lager de
temperatuur, des te poreuzer wordt de steen (hogere porositeit). Poreuze
stenen nemen meer water op dan minder poreuze. Hoe hoger de porositeit
des te kwetsbaarder is de steen voor bijvoorbeeld vorstschade en vervuiling.
Voordeel van een zekere porositeit is dat de steen dampopen
is. ****)
Boven 1125 graden vindt oversintering plaats: er ontstaan
meer gassen, glasachtige blazen en de steen kan gaan vervormen, kan krom
trekken. Bij voorkeur is het sintertraject groot, d.w.z.
een groot stuk tussen sinter- en smeltemperatuur.
Daarna vindt afkoeling plaats. Bij snelle afkoeling
verliest de steen zijn plasticiteit, er kunnen inwendige spanningen
ontstaan wat later snelle breuk geeft, er kunnen scheuren komen.
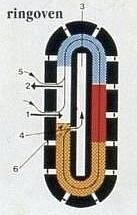
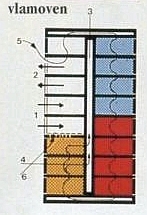
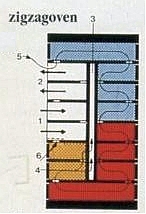
ovenschema's van soorten ovens (ringoven, vlamoven, tunneloven en zigzagoven): klik hier voor alle in één afbeelding 1 = inrijden ongebakken steen 2 = uitrijden van gebakken steen 3 = rookgasafvoer naar schoorsteen 4 = afsluitbare opening naar rookkanaal 5 = luchttoevoer 6 = tijdelijke papierafdichting 7 = vaste plaats brandstoftoevoer 
|
 |
 |
 |
 |
Discontinu-ovens
Discontinu-ovens hebben een lager rendement dan de continu-ovens. Toch worden ze nog vrij veel gebruikt voor het bakken van
speciale steensoorten. De oudste oventypes met onderbroken bedrijf
zijn de paapoven, de klampoven en de veldoven. Deze produceren de overeenstemmende traditionele
baksteensoorten : de "paepesteen", de
"klampsteen" en de
"veldsteen".
Het voordeel van de discontinue oven is dat de steen af en toe
een stukje gesinterd kan zijn, wat onregelmatigheden heeft, een stukje
met een andere kleur e.d. Die eigenschappen maken de baksteen van een
discontinue oven tot een gewilde, rijk geschakeerde,
"rustieke" gevelsteen.
Tot de moderne discontinu-ovens behoren de kamerovens en de pendelovens die
worden gebruikt voor het bakken van sommige gevelsteensoorten.
|
|

{kind=link}
Continu-ovens
Continu-ovens produceren het merendeel van de gezamenlijke
baksteenproductie. De meest verspreide vorm ervan is de tunneloven.
De te bakken steen wordt op speciale spoorwagentjes geladen en doorheen
een rechtlijnige tunnel gereden waarbij hij achtereenvolgens door de
"opwarmzone", de "vuurzone" en de
"afkoelzone" gaat. Wanneer ze de tunnel verlaten zijn
de gebakken stenen klaar voor verzending.
Het principe van deze oven werd al meer dan een eeuw geleden
uitgevonden, maar allerhande technische moeilijkheden (zoals bewegende
delen bij betrekkelijk hoge temperaturen) hebben het implementeren van
deze ovensoort ervan vertraagd.

|
Tijdens de eerste helft van de 20e eeuw werden dan ook zeer weinig
tunnelovens gebouwd en maakte men gebruik van een ander type
continu-oven, de zogenaamde ringoven waarvan er nog enkele in gebruik
zijn.
De ringoven is inderdaad ringvormig omdat hij de eigenaardigheid
heeft dat niet de steen, maar wel de vuurhaard doorlopend kringsgewijs
wordt verplaatst. Maar in wezen is de bakcyclus geheel dezelfde als in
de tunneloven.
Continu-ovens werden uiteraard ontworpen voor de massaproductie van
baksteen die de bedrijfskosten per ton gebakken product veel lager doet
zijn dan wat mogelijk is in ovens met onderbroken bedrijf. Bovendien is
de productie regelmatiger zowel in kwaliteit als in hoeveelheid.
Continu-ovens zijn
echter minder geschikt voor het bakken van de rijkelijk geschakeerde
"rustieke" gevelsteen en zodoende blijven beide oventypes naast elkaar
bestaan.

|
Evolutie fabricagemethoden
De evolutie van de fabricagemethoden van baksteen heeft in wezen geen enkele invloed gehad op de aard en de specifieke hoedanigheden van het product zelf. Een moderne baksteen ziet er alleen hoekiger, regelmatiger en gladder uit dan een baksteen van enkele eeuwen oud. Gaat men de oude en de nieuwe baksteen ontleden dan ziet men dat het om hetzelfde materiaal gaat zonder enig onderscheid. Het is dan ook zeer gemakkelijk om het even welke "historische" baksteen na te maken, hetgeen soms nuttig is bij restauratiewerken waarbij de iets hogere kostprijs van de steen geen belangrijke rol speelt.
Bovendien is baksteen een scheikundig zeer inert product waarop een agressief milieu weinig of geen vat heeft. Deze (zéér) bijzondere eigenschap ligt mede aan de basis van de welhaast legendarische duurzaamheid van baksteen en andere gebakken kleiproducten. Men mag zich inderdaad zeer terecht de vraag stellen hoever het met onze archeologische wetenschap zou staan indien ontelbare overblijfselen uit vroegere millennia, van kleine scherven tot complete terracotta beeldhouwwerken of bouwwerken, niet hun belangwekkende verhaal hadden verteld? Ook al is het niet mogelijk gebleken om een "historische" baksteen nauwkeurig te dateren.
7. Keuren van de baksteen
Voor het keuren van baksteen zijn een aantal eigenschappen essentieel:
- vorm
- kleur
- oppervlaktestructuur
- beschadiging
- hardheid
- doorbakkenheid
- wateropnemend vermogen (Hallergetal)
- eventueel andere specifieke wensen, zoals een bepaalde textuur
8. Steenbakkerijen e.d.
Overkoepelende organen:
Steenfabrieken:
-
ABC-Klinker (Duitsland)
-
Deppe (Duitsland)
-
Desta gevelstenen en kleiklinkers (kleinere steenbakkerij, België)
-
Dumoulin Bricks (kleinere steenbakkerij, België)
-
Engels (Engels Helden , Engels Oeffelt)
-
Eurosteen (Steenfabriek Linssen; kleine steenbakkerij)
-
Steenbakkerij Floren (België)
-
Forterra (Engeland)
-
Hagemeister (Duitsland, ook Nederlandstalige pagina's)
-
Briquetterie Houlé (kleinere steenbakkerij, België)
-
Hove (België)
-
Klinkers (ook voor traditioneel handwerk op maat)
-
Kroesen Handel (leverancier van verschillende fabrikaten)
-
Steenbakkerijen van Membruggen (kleinere steenbakkerij, België)
-
Vande Moortel (België)
-
Nelissen (België)
-
Petersen Tegl (Denemarken, met Nederlandstalige pagina's)
-
Van den Broeck (veldovensteen, handvorm uit een veldoven)
-
Wienerberger:
Terca; steenfabrieken Bemmel, Daams, Daas, Doorwerth, Erlecom, Haaften, Heteren, Heylen, St. Joris, Kijfwaard, Korevaar (is Zennewijnen?), Nuance, Roodvoet, Schipperswaard, Thorn, Timmermans, Wolfswaard, Zennewijnen -
Zilverschoon Randwijk (handvormstenen, vormbak, wasserstrich, gekamd, strengpers, profielstenen)
Zie ook
Koninklijk Verbond van
Nederlandse Baksteenfabrikanten KNB en Belgische
Baksteenfederatie.
*) Met dank aan Belgische
Baksteen
Federatie en aan Niels Akkerman voor het zeer fraaie werkstuk
over de voormalige baksteenfabriek Hijlkema uit Delfzijl, waarvan enkele
foto's zijn overgenomen. Er zijn een paar aanvullingen gedaan.
**) Aangehaalde tekst van Koninklijke Nederlandse Bouwkeramiek KNB.
***) Met dank aan o.m. Inleiding
in de Bouwhistorie van Ronald Stenvert en Gabri van Tussenbroek (Uitgever
Matrijs).
****) Met dank aan Agentschap
Onroerend Erfgoed (Vlaanderen).