| home |
© / contact, lid NVJ |
|
|
|
|
3d-printer, 3dp, 3DP, 3DCP (3D-CP)
Ook,
soms: Additive Manufacturing (AM). 3D printen is het "afdrukken" van een digitaal ontwerp in 3 dimensies, dus niet in het platte vlak maar als
voorwerp (object). Meestal gebeurt dat door het opbouwen van het object in dunne
laagjes; op die manier kunnen holtes e.d. worden overbrugd.
Voor allerlei materialen en toepassingen zijn er speciale printers en
technieken.
Naast 3DP (3D Printen) wordt soms de term 3DCP gebruikt als het om beton gaat
(3D Concrete Printing); zeer veel andere, specifieke termen vindt u verderop bij
Methode Technologie Materiaal.
een fraai voorbeeld van 3d-betonprinten van balkons en verbrede galerijen waardoor de oude galerijflat een goede uitstraling heeft gekregen; hendrik baskeweg, den helder, 2022; klik voor een detailopname van de bijna neo-jugendstil elementen (kokon architectuur & stedenbouw en bruil 3d-betonprinten):  |
keramische tegels in 3d geprint, ceramic house, p.c. hooftstraat, amsterdam; klik voor groter (foto riccardo de vecchi, architect studio rap, printen 3d-tegels studio rap, glazuren en bakken royal tichelaar):  |
 |
een grotendeels 3d geprinte e-bike; de elektrische fiets wordt geprint na aanpassen van de print-software aan de wensen / biometrische gegevens van de klant (shadow-bike):  |
Voordelen van 3D printen zijn o.m.:
- printen alleen als het voorwerp of onderdeel nodig is (enkele stuks; bij defect of onderhoud; onderdelen die uit productie zijn, kunnen vaak
wel geprint worden (sneller
vervangen, geen wachttijd op fabriek; onderdeel moet wel zijn gescand en
softwarematig ingevoerd zijn)
- geen omvangrijke reserves meer nodig van allerlei voorwerpen/onderdelen (op
allerlei locaties op aarde)
- een aanpassing van het voorwerp/onderdeel is op korte termijn door te voeren
(ook wat betreft extra kwaliteitseisen)
- geen lange weg van leverancier tot klant (bij betrekkelijk lokaal printen,
vooral bij spoedklussen belangrijk)
- door de vormvrijheid: kunstvoorwerpen kunnen worden geprint (vazen, serviezen,
lampen, houders voor smartphones e.d.; complexe vormen mogelijk; geen of een kleine voorraad is voldoende)
- vooral in maak-sectoren waar enkele stuks of kleine series worden gemaakt en
nog veel mensen werken, kan robotisering door de 3D-printer zich bewijzen, zeker
bij een tekort aan personeel zoals in de bouw
- bij bijvoorbeeld beton printen heb je geen bekisting nodig en zijn ook complexe vormen
mogelijk.
(Extra) voordelen 3D printen beton:
- productiesnelheid en doorlooptijd van de bouw van een woning kan veel korter
dan bij traditioneel bouwen
- op de bouwsite printen bespaart veel materiaal en manuren (reductie
grondstoffen, nauwelijks restmateriaal; geen bekisting nodig; minder
CO2-uitstoot)
- complexe vormen zijn mogelijk; de vormvrijheid bevordert creativiteit en
klantgerichtheid (vrijheid in ontwerpen, mass-costumization, "co-creatie met de eindgebruiker")
- aanpassingen in het ontwerp zijn snel doorgevoerd (digitaal proces, digitale
aansturing printer)
- parametrisch ontwerpen
waardoor de printrobot eindeloos kan variëren op basis van de verschillende
parameters (maten, materiaaldikte, geometrie e.d.), het design eigenlijk vrijwel
onmiddellijk te zien is en theoretisch meteen geprint kan worden
- naast muuropeningen zijn ook nissen,
schachten, leidingkanalen e.d. in de muren uit te sparen
- door het digitale proces zijn er aanzienlijk minder faalkosten
- gewapend beton printen met vezels
of meegeprinte draad (stabiliteit wordt ook geregeld door te ontwerpen op
druk, vergelijkbaar met metselwerk; vezels alleen als die niet zichtbaar zijn
bijvoorbeeld bedekt met stucwerk, isolatiemateriaal o.d.; een staaldraad dient
voldoende dekking te hebben)
- twee mortelsoorten: (a) een mortel die snel met water reageert en dus snel hard
wordt (maar even stoppen tijdens printen is er niet bij, en meer kans op
haarscheurtjes) en (b) een mortel die flexibel blijft zolang je mengt of pompt
(waardoor je toch de ene laag meer of minder in de andere kunt drukken om een monolithisch
geheel te krijgen; dus mortel moet vloeibaar genoeg zijn om te pompen en snel
stijf genoeg om de volgenden laag te kunnen dragen)
- de zogenoemde 3e generatie mortel valt in sterkteklasse
C55/67; het beton is zeer compact en neemt weinig water op
- uiteraard komt niet de gehele woning uit de 3D-printer, maar geschat
wordt dat een woning toch 10-20% goedkoper is wanneer muren e.d. 3D-geprint
wordt.
Betonprinters en speciaal beton zijn er bijvoorbeeld van Weber
Beamix.
Tips van Bruil
3d-betonprinten (prefab printing):
- realiseer spraakmakende projecten met 3D geprint beton (uitdagingen in vorm, kleur en structuur;
grote vormen mogelijk; leveren vanuit de printfabriek wordt afgestemd op bouwtempo van
het project)
- denk in unieke elementen voor meer klanttevredenheid (bijvoorbeeld elke gevel
in een groot woningbouwproject uniek zijn, de vorm bij 3d-printen is immers
vrij, er zijn geen mallen)
- gebruik structuur voor betere printbaarheid (gebogen vormen maken het bouwwerk
interessant en vaak ook beter printbaar)
- gebruik paramerische modellen
(ontwerp is gemakkelijker aan te passen)
- dubbelgekromd bovenvlak is mogelijk.
Nadelen 3D printen (vooralsnog):
- (nog) niet echt geschikt voor zeer grote aantallen (het printen gaat vrij
langzaam); hoewel bijvoorbeeld het 3D-printbedrijf Oceanz
in 2020 tijdens de Corona-crisis (Covid-19) per dag 30.000
"test-swabs" kan printen (Oceanz noemt het zelf ook een voorbeeld van
het snel kunnen schakelen van rapid prototyping naar grote series)
- niet alles is uit te voeren met behulp van 3D printen (soms moet iets
ondersteund worden omdat je geen laagje materiaal "in de
lucht" kunt leggen)
- bij betonprinten vooral: vochtig beton kan "inzakken" (plastisch
bezwijken) of "knikken" (omvallen, instabiliteit), hijsvoorzieningen
e.d. zijn moeilijk in te storten
- het printen moet meestal vrij langzaam plaatsvinden, zeker bij langzaam
drogend materiaal (bijvoorbeeld beton), anders is het materiaal nog te zacht om de volgende laagjes
te dragen; het printen mag ook niet té langzaam plaatsvinden, omdat de hechting tussen
de laagjes dan te zwak wordt; er moet een evenwicht zijn tussen snelheid van de
printkop en het printpad (als de printkop na het printpad doorlopen te hebben
weer terug is op het startpunt moet de mortel voldoende opgestijfd zijn; de
vloeibaarheid van de mortel kan hierop aangepast worden)
- testen van de geprinte materialen is soms nog vrij duur (als bij metaal de
legering belangrijk is en niet bekend is, kan dit testen ook vrij duur zijn)
- tip van Phil Reeves: let niet op wat je kunt printen, maar op wat je moet
printen ("maak een lijst met onderdelen die problematisch zijn en kijk of
3d printen daar een oplossing voor is"; ga na wat 3d-printen je aan extra
klanten kan opleveren)
- rekenregels voor betonprinten zijn nog niet bekend (bepalen eindsterkte e.d.,
situatie 2019); "waar van toepassing worden de gangbare rekenregels uit de vigerende normen
gebruikt; waar deze niet van toepassing zijn, wordt door testen aangetoond dat het eindproduct aan alle eisen
voldoet"
- voor kritieke onderdelen is certificering vereist en er is nog geen
certificering (situatie 2019; voor samenwerkingsverbanden tussen opdrachtgevers
en 3dp-bedrijven zie o.m. MGA Mobility goes
Additive)
- voor creatie en aanpassingen van de 3d-ontwerpen zijn gespecialiseerde
software-ontwikkelaars nodig (maar die komen er wel steeds meer)
- een gereed product moet toch meestal worden afgewerkt/bijgewerkt (polijsten
e.d.)
- de vormvrijheid heeft natuurlijk wel zijn begrenzing; het geheel moet wel
uitvoerbaar zijn wat betreft stijfheid, elasticiteit, uitvoerbaarheid (té dunne
delen breken wellicht sneller, bepaalde openingen zullen moeilijk
uitvoerbaar zijn)
- het bedrijf moet 3d-geprinte producten wel in het productiepakket kunnen
hebben (sales, verkoopkanaal aanpassen; hoe staat het met aansprakelijkheid als
product niet voldoet; kunnen we gepersonaliseerde producten
aanbieden e.d.)
- 3d-printen van foam (polystyreen) is wel mogelijk (met een "infill percentage"
van pakweg 5 bijvoorbeeld), maar de foam moet wel ergens in kunnen expanderen.
Kenmerken van 3D-printen:
- vormvrijheid (alle denkbare vormen zijn mogelijk, hoewel voorlopig de grootte
nogal beperkt is; wanneer een printer over meer assen kan draaien zijn
complexere vormen te bouwen)
- rapid protoyping (een prototype van iets wordt op een snelle manier
gefabriceerd; het prototype geeft inzicht bij ontwerpers en geselecteerde gebruikers
- maquettes e.d. als uitvoer (maquette is als prototype te beschouwen; een
maquette geeft uiteraard vaak een beter 3D-gevoel dan een 3D-achtig plaatje op
een plat beeldscherm)
- besparing in tijd en geld door aanpassingen in de ontwerpfase in plaats van in een latere fase
- enkele stuks i.p.v. duizenden of miljoenen
- zelf printen verkleint de kans dat een ontwerp gestolen wordt.
Toepassingen (vooral met betrekking tot de architectuur):
- digital manufacturing (E-Manufacturing, Rapid Manufacturing; ook bijvoorbeeld printen van keukenbladen op maat moet mogelijk zijn)
- rapid prototyping (een model van een object maken en nagaan of het voldoet aan de wensen)
- generatief constructief ontwerpen: ontwerper voert ontwerpdoelen en
randvoorwaarden in als input de tool komt met alle mogelijke ontwerpen
(bijvoorbeeld bij bruggenbouw als input o.m. oplegcondities, krachtwerking,
belastingsgevallen, ontwerpruimte, materiaaleiegenschappen)
- printen van maquettes e.d. (schaalmodel van een gebouw, indirect vanuit een CAD-bestand of vanuit een opname van een 3d-laser-scanner;
printen van prothesen en bot-implantaten, printen van werkelijke gebouwen staat in de kinderschoenen)
- printen van bijvoorbeeld mallen,
borden met braille-schrift e.d. (van beton, voor beton,
van gips voor metalen gietsels)
- als een object na printen kan veranderen onder invloed van temperatuurswijziging, water o.d., dan is sprake van
4d-printen (de factor tijd is toegevoegd aan het 3d-geprinte voorwerp).
Het CAD-bestand uit de ontwerpsoftware van architecten kan omgezet worden naar een ander type bestand
(een zogenoemd STL-bestand) waarmee een 3d-printer gedetailleerde maquettes kan printen. Zo bespaart 3d-printen tijd en geld en het resultaat verhoogt de kans dat een ontwerp wordt gekozen.
Geprinte materialen o.m.:
- 3d-printen met beton (bijvoorbeeld Weber
Beamix; CyBe
maakt 3d-printers voor beton; bijvoorbeeld Bruil
Prefab Printing past 3d-betonprinten toe)
- 3d-printen met kunststoffen (polymeren); redelijk goedkope printers;
geprinte thermoplasten met vezels
worden ook composieten genoemd
- 3d-printen met metalen; vooralsnog behoorlijk dure printers (wisselen van metaal betekent helemaal schoonmaken);
3d-printen met metalen wordt ook wel MAM (Metal Additive
Manufacturing) genoemd (bijvoorbeeld K3D
3D metaal printen)
- 3d-printen met keramiek, glas, "hout"
- 3d-printen van biologisch materiaal (bioprint ofwel printen van (menselijk)
weefsel, printen van voedsel).
Methode Technologie Materiaal
| methode | technologie | materiaal |
| laagje voor laagje; extrusie en een hotend; inkjet-technologie met een draad materiaal als invoer dat door het "hotend" smelt; met een spuitkop wordt vloeibare polymeer, legering o.d. laagje voor laagje opgebracht dat na opbrengen uithardt | - FDM Fused Deposition Modeling
(kunststof) - BMD Bound Metal Deposition (metaal, legering) - FFF Fused Filament Fabrication - CJP ColorJet Printer: elk laagje kan een andere kleur krijgen - Polyjet: inkjet-technologie; bij deze spuittechniek wordt het object van kunsthars verhard (gehard) met UV-licht |
polymeren (thermoplasten ABS, PolyLactic Acid PLA (Polymelkzuur, een zeer veel gebruikte polymeer), polyamide, nylon e.d.), HDPE, legeringen (metalen), voedsel |
| laagje voor laagje; in poedervorm; een warmtebron smelt het poeder (omdat de laagjes dun zijn, duurt het proces vrij lang) | - SHS (Selective Heating Sintering):
met een spuitkop wordt een voorwerp met een polymeer in poedervorm laagje voor laagje
opgebouwd; de laagjes "smelten" door een warmtebron en stollen daarna - SLM (Selective Laser Melting): voorwerp wordt met metaalpoeder opgebouwd, een laserstraal smelt het poeder dat daarna verhardt; de term HP-SLM heeft te maken met de High-Power laserstraal - DMLS (Direct Metal Laser Sintering): vergelijkbaar met SLM, alleen nu zeer dunne laagjes metaalpoeder (20-40 micrometer) |
polymeren (thermoplasten), legeringen (metalen) |
|
- SLS (Selective Laser Sintering): de warmtebron is
een laser; nauwkeuriger dan DLP (zie bij sinteren voor meer gegevens) |
polymeren (thermoplasten), poeders, keramische poeders (porselein) | |
| - EBM Electron Beam Melting: metaalpoeder (of metaaldraad) wordt gesmolten door een elektronenstraal; verwerking van metaalpoeder lijkt op SLS en SLM (EBM in vacuüm, dus ook titanium te gebruiken); verwerking van metaaldraad lijkt op FDM | metalen (ook titanium) | |
| - EBF3 Electron Beam FreeForm Fabrication: vergelijkbaar met EBM | metalen, legeringen | |
| laagje voor laagje; in poedervorm; een bindmiddel
verhardt het materiaal: door de spuitkop wordt een bindmiddel op de poederlaag gebracht waardoor het materiaal verhardt |
- DSPC (Direct Shell Production Casting): produceert vanuit 3d-CAD-software de keramische mallen voor metalen gietsels | keramiek |
| laagje voor laagje, fotopolymeer, in een vloeistofbad | - DLP (Digital Light Processing): in een bad van vloeibare fotopolymeer (fotoreactief hars) worden lagen opgebouwd door te bestralen met een lichtbron (het polymeer verhardt door de straling) | polymeren (thermoplasten) |
| - SLA-printer (Stereo Lithography Apparatus): het vloeibare kunsthars bevindt zich in een bad; een UV-laser verhardt de polymeer; zeer nauwkeurig te richten | ||
| SGC (Solid ground curing): hier gaat het meer om vlakken dan om smalle laagjes; een masker wordt toegepast om een deel van het totale vlak te belichten met een laserstraal waardoor dat deel verhardt | ||
| laagje voor laagje, metaaldraad, lastechniek; deze techniek werkt sneller dan de poedertechniek (een draad i.p.v. dun poederbed) | - WAAM (Wire and Arc Additive Manufacturing): metaaldraad is de bron; met een lichtboog (vlamboog) lastechniek (MIG-10) wordt het metaal gesmolten en laag voor laag aangebracht | metalen |
| "laagje voor laagje", metalen plaat, laserstraal; deze techniek werkt sneller dan de poedertechniek (een plaat i.p.v. dun poederbed) | - LOM (Laminated Object Manufacture): werkt niet met een metaaldraad, maar met een metalen plaat (metaal van de rol) en een laserstraal | metalen |
tabel met soorten filament; klik voor iets groter (123-3d): 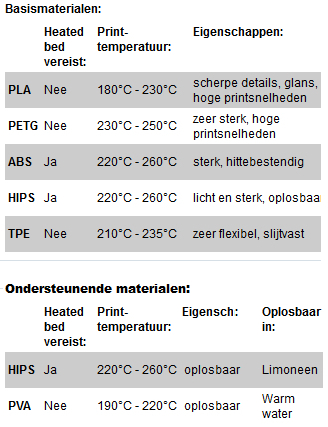 |
composieten printen (thermoplasten met vezels); overzicht van materialen (soorten kunststofgranulaten, situatie 2021); klik voor groter! (10xl): 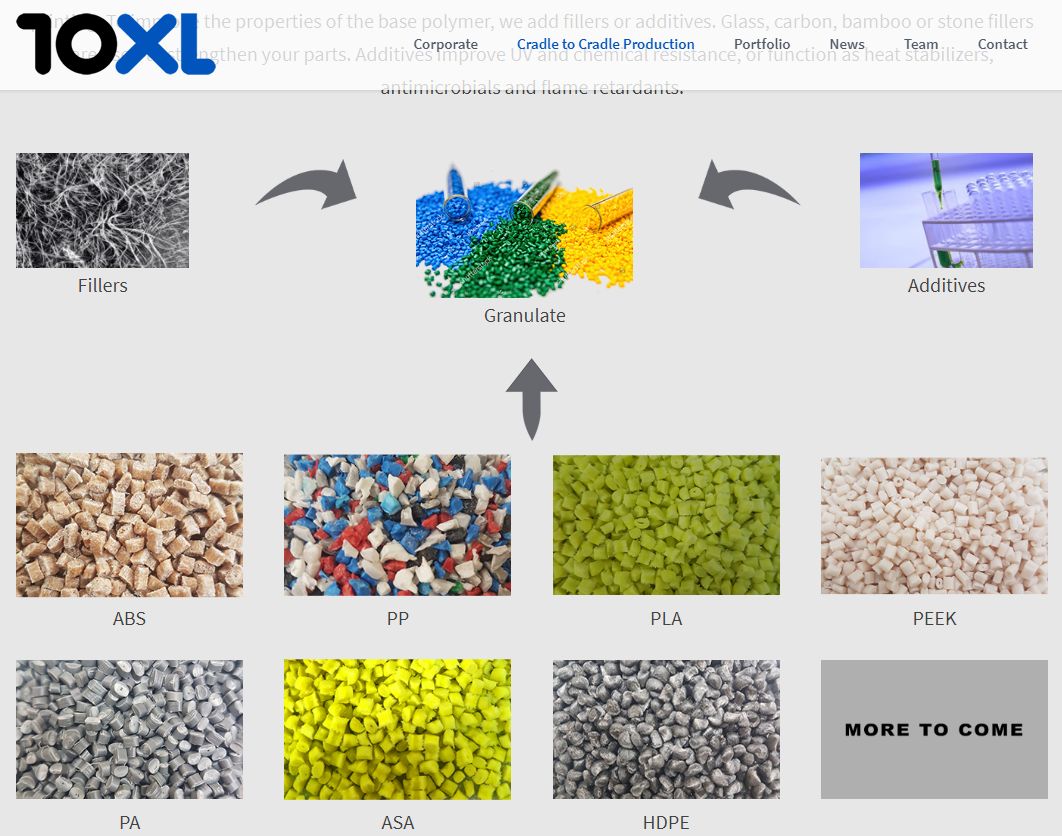 |
beton printen, met een wapening; klik voor de volledige afbeelding (3dprintedhouse):  |
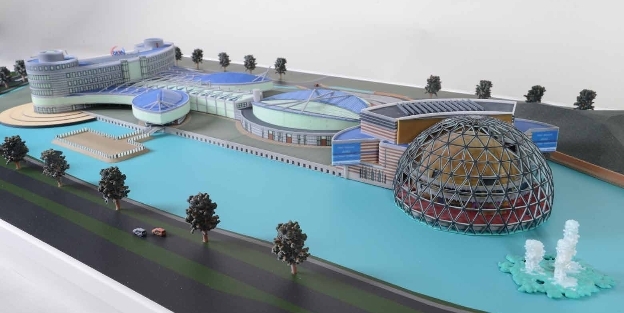
maquettes uit de 3d-printer; klik voor groter (cad2reality):  |
 |
voetgangers/fietsbrug in kunststof voor de gemeente alphen aan den rijn, vervaardigd uit gerecycled kunststof (granulaat) en zelf later weer te recyclen (een "circulaire brug"); de foto toont het printen; klik voor groter (10xl):  |
Documentatie
- Van
idee tot tastbaar model (van Cad2Reality)
- Kan ook: voorbeelden van chocolade
- Experimental characterization and numerical modelling of 3D printed concrete (van Rob Wolfs, TUe, 20190912)
Via Free3D zijn gratis
en vooral premium (betaalde) 3d-modellen verkrijgbaar in allerlei formaten.
Kijk ook op 3D
Makers Zone.
Zie o.m. 10XL, Cad2Reality, Rapid
Prototyping, i.Materialise,
LLowlab,
MX3D, Metal AM.
Studio RAP is een
architectenbureau dat veel met 3D-printen werkt.
Kijk
ook eens, ook voor aanschaf van een 3d-printer en filamenten, op 123-3D.
Zie eventueel laser-scanner-3d,
digitalisering (technologische
ontwikkelingen).