| home |
© / contact, lid NVJ |
|
|
|
|
Verzinken heeft meer betekenissen:
") 1.
Ook:
galvaniseren. Verzinken is het
aanbrengen van een zinklaag op een metaal om roestvorming van de
onderlaag tegen te gaan.
1.
Ook:
galvaniseren. Verzinken is het
aanbrengen van een zinklaag op een metaal om roestvorming van de
onderlaag tegen te gaan.
Korte procesbeschrijving van sendzimir
verzinken (ook thermisch verzinken of vuurverzinken genoemd; Dejo): de
meest gangbare constructiematerialen zijn als ondergrond mogelijk. Procédé:
zogenoemde "droge" methode. Beitsen als voorbehandeliong: zoutzuuroplossing; dompelen:
fluxoplossing; drogen/verwarmen: minimaal 100 graden C; dompelen in vloeibaar
zink: ca. 460 graden C.
Korte procesbeschrijving van elektrolytisch verzinken: het
metaal wordt in een bak gehangen die gevuld is met een vloeistof, door een elektrische stroom tussen het
zink en het andere (minder edele) metaal worden ionen van het zink
naar het andere metaal gaan (dit is de elektrolyse) waardoor het andere metaal verzinkt wordt.
Anti-roest methode
Lucht en water ontketenen een reactie tussen de primaire corrosieproduct zinkhydroxide en kooldioxide
5Zn(OH)2 + 2CO2 => Zn5 (OH)6(CO3)2
+ 2H2O. Het zinkcarbonaat vormt de bescherming tegen
corrosie van het onderliggende metaal. Overigens, bij een beschadiging
van het zink ontstaat er, onder invloed van het
spanningsverschil tussen zink en het andere metaal en de vochtige
lucht, een klein spanningsverschil. Door dit spanningsverschil het
zink kruipt het zink als het ware in de beschadiging en sluit het
andere metaal weer af van de lucht. Uiteraard moeten hier de beschadigingen niet te groot zijn. Het
herstellingsproces moet gereed zijn voordat het roestproces echt voet aan de grond krijgt.
Als het object een ruwe structuur heeft, zal de zinklaag dikker worden,
het blijft enigszins "hangen" aan de ruwe delen. Heel belangrijk voor goed
verzinkwerk is dat het zink overal kan komen en dat de lucht overal kan ontsnappen, anders ontstaat explosiegevaar, wanneer uw constructie in het hete zinkbad wordt gedompeld.
Ook samengestelde constructies moeten inwendig beslist open zijn. Kies de diameter van de ontluchtingsgaten zo groot mogelijk.
Het Duplex-systeem (afbeelding onder) is de combinatie van thermisch verzinken met
poedercoaten. Het is de meest duurzame bescherming die mogelijk is om corrosie te voorkomen. Bovendien krijgt het metaal een mooie uitstraling door in elke gewenste kleur te coaten. Het resultaat van het Duplex-systeem is een uitzonderlijk lange levensduur van het metaal. Langer nog dan de beschermingsduur van verzinken
en poedercoaten afzonderlijk.
MagiZinc van Tata
Steel is een zinkcoating waarin aluminium en magnesium zijn verwerkt,
waardoor het staal nog beter beschermd is tegen roestvorming dan bij traditioneel verzinkt staal.
Voor verzinkt plaatstaal geldt: Z100..Z600 is de aanduiding van het aantal g/m2
van een zinklaag aangebracht op bijvoorbeeld plaatstaal (aantal gram/m2 is de
som van de zinklaag aan beide zijden van de plaat); typeaanduidingen met bijbehorende
laagdikte in micrometer (µm) zijn Z100 (7) , Z200 (14), Z225 (17), Z275 (20),
Z350 (25), Z450 (32), Z600 (43).
Herstel van beschadigde of niet-verzinkte plekken
Na het verzinken mogen, binnen bepaalde grenzen,
beschadigde of niet-verzinkte plekken worden bijgewerkt.
De betreffende norm NEN-EN-ISO 1461 *) noemt
hiervoor:
- zinkstofrijke verf ("zinkcompound" of " zinkrijke verf"; dit
is een primer waarvan het gewicht uit ca. 90% zinkstof bestaat, NEN-EN-ISO 3549;
spuitbussen, "zinksprays", zijn over het algemeen minder geschikt)
- zinkspuiten (thermisch vuurspuiten, NEN-EN-ISO 2063)
- solderen met een zinklegeringsstaaf
met laag smeltpunt
- zinkschilferproducten.
Veelal worden niet-verzinkte of beschadigde plekken hersteld door een zinkstofrijke
verf toe te passen, eventueel in combinatie met een aanvullende coating.
"Let op! De deklaagdikten van de bijgewerkte gedeelten moeten minimaal 100 μm zijn tenzij er een aanvullende coating (= duplex
systeem) wordt aangebracht. In dat geval dienen de zinklaag-dikte en de laagdikte op de herstelde plek met elkaar overeen te
komen."
Alle genoemde bewerkingen voor herstel van schade of niet-verzinkte plekken
kunnen pas plaatsvinden nadat die plekken opnieuw via bijvoorbeeld stralen
gereinigd zijn.
Zie Technisch
Infoblad "Procedure voor het bijwerken - Herstellen van onverzinkte plekken
en schades" (van Zinkinfo
Benelux).
verzinkte roosters (dejo): ") |
verzinken met het duplex-systeem (dejo):  |
Met dank aan Dejo en
Coatinc.
Zie ook schooperen
(thermisch verzinken e.d.), coating, primer,
sendzimir
en eventueel corrosieklasse.
*) NEN-EN-ISO 1461 [Door thermisch verzinken aangebrachte deklagen op ijzeren en stalen voorwerpen - Specificaties en beproevingen] specificeert de algemene eigenschappen van thermisch verzinkte deklagen en testmethoden voor thermisch verzinkte deklagen aangebracht door het onderdompelen van gefabriceerde ijzeren en stalen voorwerpen (inclusief bepaalde gietstukken) in een zinksmelt (die niet meer dan 2% andere metalen bevat). Dit document is niet van toepassing op: a) continu thermisch verzinkte plaat-, draad- en geweven of gelaste gaasproducten; b) buizen en pijpen die thermisch worden verzinkt in automatische installaties; c) thermisch verzinkte producten (bijv. bevestigingsmiddelen) waarvoor specifieke normen bestaan en die aanvullende eisen of eisen kunnen bevatten die afwijken van de eisen in dit document. Dit document is niet van toepassing op nabehandeling of extra coating van thermisch verzinkte artikelen."
![]() Eng. verzinken: to zinc-plate, to coat with zinc; elektrolytisch verzinken:
electroplate, electro galvanization, electrolytic galvanization; verzinken van spijkers e.d.:
to countersink; sendzimir verzinkt: sendzimir galvanized; thermisch verzinken: to
galvanize; thermisch verzinkt: hot-dip galvanized
Eng. verzinken: to zinc-plate, to coat with zinc; elektrolytisch verzinken:
electroplate, electro galvanization, electrolytic galvanization; verzinken van spijkers e.d.:
to countersink; sendzimir verzinkt: sendzimir galvanized; thermisch verzinken: to
galvanize; thermisch verzinkt: hot-dip galvanized
2. Verzinken is
het inslaan van een nagel (spijker) of indraaien van een schroef zodat de
bovenkant van de kop gelijk ligt met het oppervlak of wat dieper ligt dan het
oppervlak: een verzonken kop. In het voorbeeld zijn eigenlijk alleen A, D
en E verzonken.
Een blinde plug is een plug die niet uit de ondergrond steekt. Bij een dagziende
plug steekt de plug iets uit de ondergrond (voordeel is dat de plug niet
dieper de ondergrond ingaat bij het aandraaien van de schroef).
voorbeelden van nagels/schroeven: platverzonken, bolverzonken (heet zo, maar is niet echt verzonken), bolkop, draadnagel en niet/kram; klik voor groter: 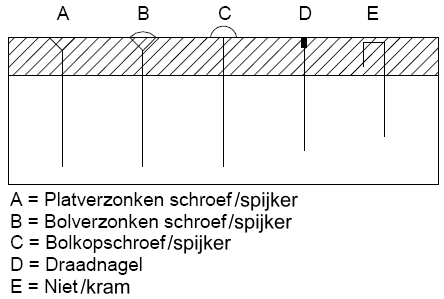 |
verzinkboortjes, zonder en met centraal houtboortje (wovar ijzer- en metaalwaren):  |
 |
Verg. verdrinken,
duiker.